
铝箔卷制过程中出现缺陷的处理方法你知道多少呢(1)
铝箔轧制由于生产工序较多,加工工艺难度较大,且成品厚度最薄,产生缺陷的概率较其它压力加工高出许多倍,努力减少和消除轧制缺陷是实现安全、优质、高效、低耗生产的关键之一。在轧制过程中可能出现的九大缺陷如下:
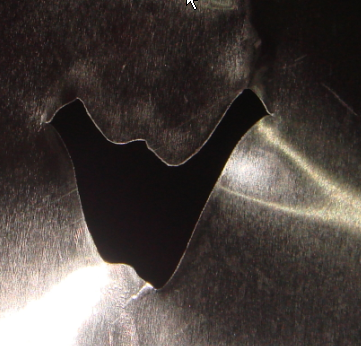
1号洞
铝箔表面孔洞的位置和大小主要集中在头部和尾部,有时也会分布在整个体积上。
孔洞的产生原因主要有以下几点:
a) 辊面损坏;
b) 生产过程中异物脱落后形成裂纹;
c) 来料表面有夹杂、气道、严重划痕等缺陷;
d)压下量过大导致变形不均匀;
措施
1、礼仪时头尾以低速滚动。
2、保留样品,测量整个体积内的连续孔洞。
3、换卷针对卷筒问题。
2号错位层
铝箔卷端面各层之间不平整。端面不平整。
造成串扰的主要原因有以下几点:
a) 坯料不均匀;
b)卷取张力调整不当;
c)压平辊调整不当;
d)收线时对中系统异常;
e) 轧制或分切时速度过快;
措施
1、适当降低生产速度。
2.正确调整作业时压平银的倾斜度或压力。
3.通知装配工将卷筒压平。
4.缓慢地改变加工参数。

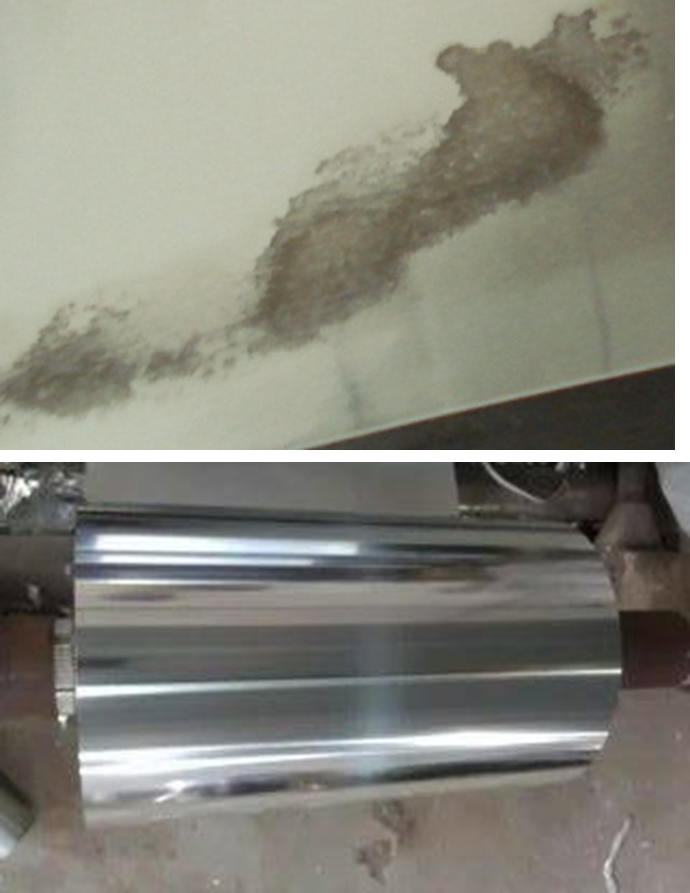
3号腐蚀
箔片缺陷产生于铝箔表面与周围介质接触时发生化学反应或电化学反应,被腐蚀的铝箔表面会失去光泽,更严重时还可能产生灰色的腐蚀产物。
造成腐蚀的主要原因有:
a)铝箔在生产、运输过程中保管不当,受到潮湿气候或雨水浸泡引起腐蚀;
b) 轧制油中含有水或呈碱性;
c) 高压风中的水;
d) 储运过程中防腐包装膜破损,毛坯在运输、贮存过程中发生氧化;
e) 存放时间过长;
措施
1、对毛坯进厂进行严格检验。
2、保持干燥、纯净的压缩空气状态。
3、严格控制轧制油的水分含量,并定期检测。
4、擦去出口侧的蒸汽冷凝水。
5、针对有水斑的铝材,采用低轧速、高负荷生产。
No.4皱纹
因箔卷表面未能平整而引起的纵向或横向的折皱。当铝箔出口厚度在0.05nm以下时可能出现这种情况,厚度越薄,出现折皱的可能性越大。
产生皱纹的主要原因有以下几点:
a)坯板形状不良、起皱;
b) 辊型控制不当;
c) 轧制、开槽工艺参数控制不当;
d) 轧制系统精度不够;
e} 套管或芯轴精度不够;
措施
1、提高操作水平,增强对盘形的判断能力。
2、在工艺范围内,及时调整轧制工艺参数:加强松散处冷却,增加前部张力等。
3、检查是否有从后面扔进来的滚动油。
4、适当调整压平辊。
5、考虑更换工作辊。

1号洞
铝箔表面孔洞的位置和大小主要集中在头部和尾部,有时也会分布在整个体积上。
孔洞的产生原因主要有以下几点:
a) 辊面损坏;
b) 生产过程中异物脱落后形成裂纹;
c) 来料表面有夹杂、气道、严重划痕等缺陷;
d)压下量过大导致变形不均匀;
措施
1、礼仪时头尾以低速滚动。
2、保留样品,测量整个体积内的连续孔洞。
3、换卷针对卷筒问题。
2号错位层
铝箔卷端面各层之间不平整。端面不平整。
造成串扰的主要原因有以下几点:
a) 坯料不均匀;
b)卷取张力调整不当;
c)压平辊调整不当;
d)收线时对中系统异常;
e) 轧制或分切时速度过快;
措施
1、适当降低生产速度。
2.正确调整作业时压平银的倾斜度或压力。
3.通知装配工将卷筒压平。
4.缓慢地改变加工参数。
3号腐蚀
箔片缺陷产生于铝箔表面与周围介质接触时发生化学反应或电化学反应,被腐蚀的铝箔表面会失去光泽,更严重时还可能产生灰色的腐蚀产物。
造成腐蚀的主要原因有:
a)铝箔在生产、运输过程中保管不当,受到潮湿气候或雨水浸泡引起腐蚀;
b) 轧制油中含有水或呈碱性;
c) 高压风中的水;
d) 储运过程中防腐包装膜破损,毛坯在运输、贮存过程中发生氧化;
e) 存放时间过长;
措施
1、对毛坯进厂进行严格检验。
2、保持干燥、纯净的压缩空气状态。
3、严格控制轧制油的水分含量,并定期检测。
4、擦去出口侧的蒸汽冷凝水。
5、针对有水斑的铝材,采用低轧速、高负荷生产。
No.4皱纹
因箔卷表面未能平整而引起的纵向或横向的折皱。当铝箔出口厚度在0.05nm以下时可能出现这种情况,厚度越薄,出现折皱的可能性越大。
产生皱纹的主要原因有以下几点:
a)坯板形状不良、起皱;
b) 辊型控制不当;
c) 轧制、开槽工艺参数控制不当;
d) 轧制系统精度不够;
e} 套管或芯轴精度不够;
措施
1、提高操作水平,增强对盘形的判断能力。
2、在工艺范围内,及时调整轧制工艺参数:加强松散处冷却,增加前部张力等。
3、检查是否有从后面扔进来的滚动油。
4、适当调整压平辊。
5、考虑更换工作辊。